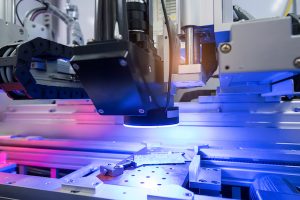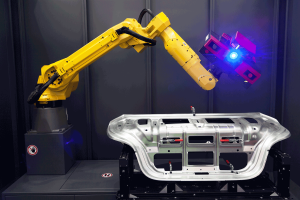



Standard and custom CCTV lens assemblies for image capture, barcode scanning, night vision systems, medical systems, hi-speed imaging, machine vision and robotics vision.
CCTV Lens Assemblies



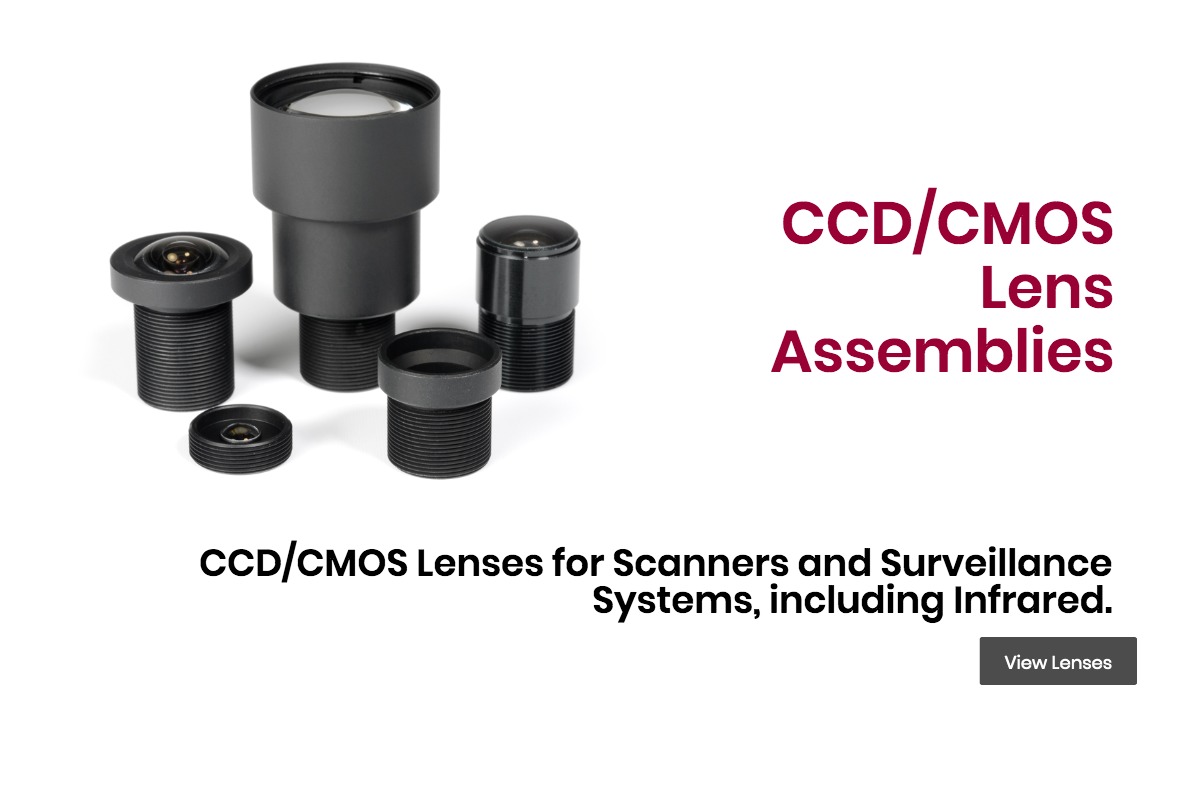
Universe Kogaku designs and manufactures optical lenses for industrial, medical, high tech and electronic applications. Standard and custom lens assemblies for scanners, CCTV, CCD/CMOS, medical imaging, surveillance systems, machine vision and night vision systems. Universe Kogaku’s lens application engineers provide your optimal lens solution.
We’ll assist you with all of your design considerations—from lens assembly and overall design specifications to budgets and timetables. And we can reduce your project costs with our extensive selection of standard lens assemblies and elements, value-added services for component modification, and with custom designs that often eliminate the need for other components or modifications in your design.
Contact Us now for your optimal design solutions at 1-516-624-2444.